Using thermal energy to create high-quality, accurate parts that fulfill your manufacturing needs.
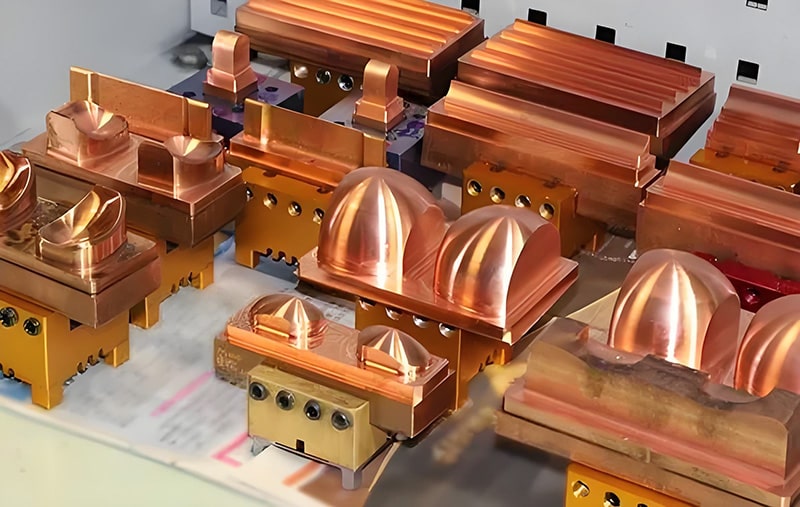
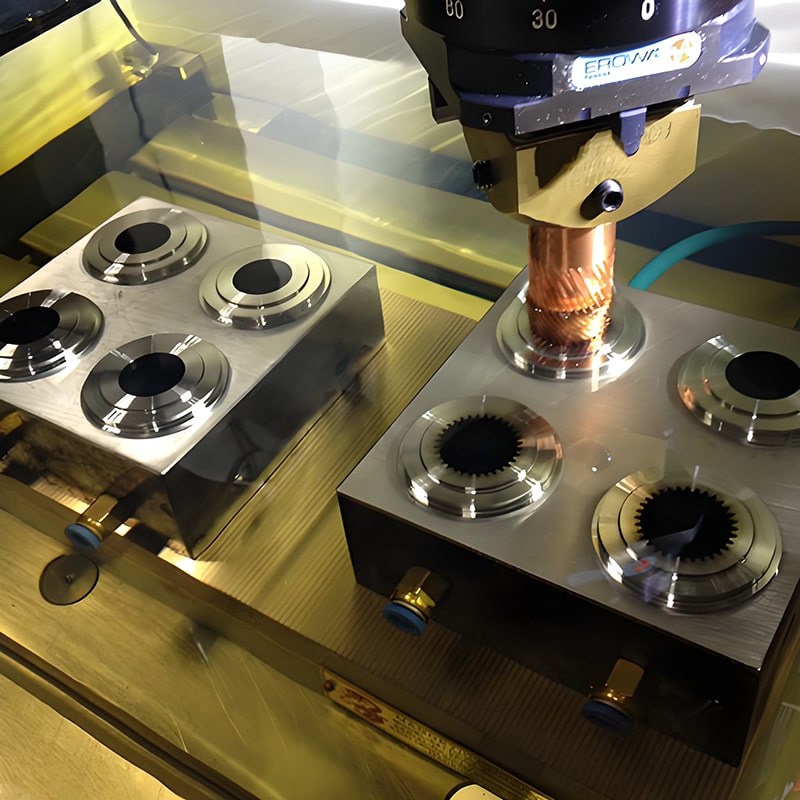
Premium parts offer high-quality electrical discharge machining services suited for our wide range of clients from different industries. Our Electrical Discharge Machining (EDM) technique provides results with high accuracy and close tolerances, ensuring that your product parts meet the requirements and operate as intended. The entire EDM process is supervised by our experienced specialists and optimized to work with any conductive material. Its core capabilities also involve producing product elements with a smooth surface finish without additional requirements. We carry a wide range of conductive materials, allowing you to choose the one that will improve the functionality and performance of your part in its intended application. We commit to delivering the best solution for your production needs, providing quality components within your proposed timeline.