 Wire EDM Machining
Wire EDM Machining
Image Description: The image shows a Wire EDM machine in operation. A thin wire is cut through a metal workpiece, and sparks are visible as the wire precisely shapes the material.
You might have found it a bit challenging to machine complex shapes with tight tolerances. How do you cut hard materials like carbide, titanium, or Inconel in the first place? How does one achieve the required accuracy and surface quality for applications that are usually high-end? More recommended ways include using challenging tolerances on multi-axis machined products and various geometries that cannot be achieved or done efficiently using a single machining process.
Wire-cut EDM is the solution to all these problems. Such advanced machining uses electrical discharges to remove material, which gives manufacturers unmatched accuracy and complex designs. Wire machining applications provide more enhanced results than conventional machining in, for example, the manufacturing of aerospace components or medical devices.
So, what is wire EDM machining? What are its key features? How does it surpass the traditional method? What are its components and the best practices for performing precision machining with it, and how do we tackle common problems related to the use of the technique? Whether you are an engineer, a machinist, or a manufacturer, this ‘how-to’ guide will teach you all, there is to know about using EDM wire machining.
What is EDM Wire Machining?

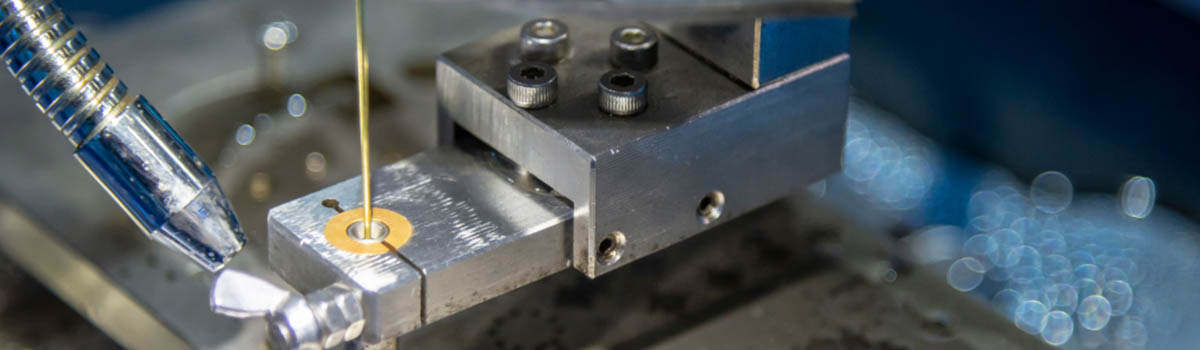
Wire Cut EDM
Image Description: A close-up view of a Wire Cut EDM (Electrical Discharge Machining) machine in action. A fine wire is precisely cutting through a metal piece.
EDM wire machining is an unconventional part shearing process. It involves removing material using thermal energy instead of mechanical energy.
Electrical discharges (sparks) between a thin wire and the workpiece erode the material and give it the desired shape/geometry.
The process is performed in the presence of a dielectric fluid, such as deionized water and lubricatives. These serve as the coolant and insulator of the wire from the workpiece until the spark is produced.
Manufacturers can precisely carve intricate cuts and sharp corners. Since the wire moves along a pre-determined or programmed path.
EDM Wire Machining Key Features
- Through EDM machining, you can achieve tolerance as close as ±0.001 mm.
- It’s great for making complex geometries and intricate patterns.
- No stress, deformation, no contact between the tool and the workpiece.
- It is suitable for hard materials like tungsten carbide, titanium, Inconel, hardened steel, etc.
- The EDM process is especially beneficial for hard or difficult-to-machine materials that are not possible to machine/cut through traditional methods, like heat-treated steels or super alloys.
Typical Material that EDM can Cut:
EDM can work on multiple hard and highly conductive materials. Here are some of the common materials for which manufacturers prefer EDM wire machining:
- Aluminum (Good electrical conductivity and thermal properties)
- Steel (Strong and corrosion-resistant)
- Titanium (Excellent strength-to-weight ratio)
- Brass (High Tensile Strength)
- Graphite (Preferred for complex shapes)
How the EDM Wire Machining Process Works
Here is the breakdown of the process steps:
Modelling & Programming
First, a digital model of the part is created. Then, this model is translated into a CNC program that controls the motion of the wire.
Machining
The brass or zinc-coated wire is continuously fed through the workpiece at a precise distance to maintain a constant spark generation. The cutting occurs as electrical discharges erode the material, layer by layer.
Specimen Cooling
The process is cooled by the dielectric fluid, and debris is flushed away. It is to maintain machining stability and ensure a smooth surface finish. The wire diameters can vary from 0.1 mm to 0.3 mm according to the precision desired. In other words, wires of smaller sizes may be used for ultra-fine cuts.
What Are The Components of EDM Wire Machining?

Wire EDM Machining Component
Image Description: The image displays a close-up of an EDM machine component, showcasing its fine details.
It is important to understand the key components of an EDM wire machine so that the performance and precision are optimum. The overall machining process depends on the various parts.
Power Supply Unit
The power supply between the wire and the workpiece controls an electrical discharge. At the same time, it controls the voltage, current, and pulse duration to achieve the desired material removal rate and surface finish. Advanced machines have adjustable machines for different materials and cutting conditions.
Wire Feed System
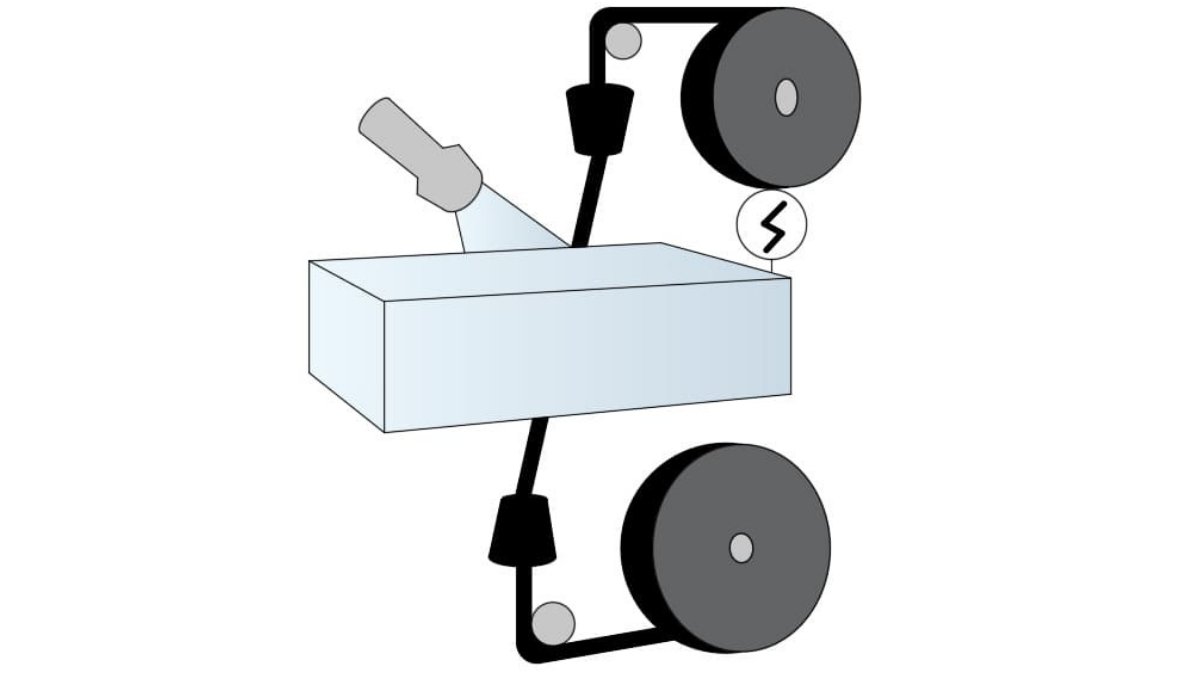
Wire EDM Feeding System
Image Description: A Wire EDM feeding system controls the movement of a thin wire through a workpiece. It includes a spool, tension control, and guides.
The wire feed system is designed to continuously and accurately feed the wire into the workpiece. It maintains the proper wire tension and speed for accurate cutting. The system can be used with brass, coated wire, and multi-layer wire.
Dielectric Fluid System
This system supplies and filters the dielectric fluid, which is usually deionized water. It cools the cutting zone, flushes debris away, and prevents electrical arcing. Stable cutting and high surface quality require good, clean dielectric fluid.
Work Table and Workpiece Holder
The workpiece is held on the work table during machining. Multi-axis movement is achievable on CNC-controlled tables, which can do complex cuts and intricate geometries. Vibrations are minimized, and precision fixtures assure precise positioning.
Control Unit (CNC System)
The brain of the EDM wire machine is the CNC unit. It takes the CAD model, turns it into a cutting path, and controls the wire movement and work table. Likewise, modern control units have a pre-set machining program, real-time monitoring, and error correction.
Advantages of EDM Wire Machining

Wire EDM Machined Products
Image Description: The image shows finely machined products created using the Wire EDM process. The products encompass precise, intricate shapes with smooth edges.
The advantage of EDM wire machining is its precision. As compared to traditional machining methods, it can reach dimensional tolerances of ±0.001 mm. Therefore, it is the preferred choice for applications requiring high accuracy.
Another big advantage is that no mechanical force is applied to the workpiece. Because the tool does not come into direct contact with the material, there is no risk of deformation. Machining thin or fragile components is particularly useful. It also provides a great surface finish, reducing or eliminating the need for secondary operations like polishing or grinding.
Along with accuracy, EDM wire machining is material versatile. It can process hard and brittle materials, including tool steels, aluminum, copper alloys, and other metals used in aerospace and medical applications.
Challenges in EDM Wire Machining
However, EDM wire machining has some disadvantages. A slow material removal rate is one of the major drawbacks. Therefore, EDM is a relatively slow process compared to conventional methods such as milling, so large parts can have a detrimental effect on production time.
Manufacturers also worry about the high initial cost and maintenance of EDM machines. Significant investment is required for advanced EDM machines with CNC controls and automation capabilities. However, the return on investment (ROI) is justified for businesses that require high-precision machining.
Another issue is the wire consumption and waste management. The consumable wire used in EDM can increase the operational cost. Reduction of wire consumption and cost efficiency can be achieved by proper planning and optimizing cutting parameters.
EDM Wire Machining vs Conventional Machining: Which One is Better
Here is a comparison between EDM wire machining and conventional machining methods, such as milling and turning, to assist you in deciding on the best machining method.
| Feature | EDM Wire Machining | Conventional Machining (CNC Milling, CNC Turning, etc.) |
| Material Removal Method | It uses electrical discharge to erode material and is, therefore, a thermal energy use. | It removes material by mechanical cutting (shearing, grinding). |
| Suitable Materials | All hardened steels, titanium, Inconel, carbide | Composites (some hard materials may wear out the tool), plastics, and most metals |
| Tolerance Achieved | High precision, up to ±0.001 mm | Moderate precision, usually ±0.01 mm to ±0.1 mm |
| Surface Finish (Ra Value) | Excellent, as fine as 0.2 µm (multiple passes) | 1–3 µm tool and material dependent |
| Tool Wear | No tool wear (non-contact process) | Significant tool wear over time, especially with hard materials |
| Complex Geometry Capability | Ideal for complex shapes, sharp corners, and intricate patterns | The tool’s shape and axis movements limit it |
| Heat-Affected Zone (HAZ) | Minimal heat-affected zone | Larger heat-affected zone, risk of thermal distortion |
| Machining Speed | Slow (especially for thick parts) | Faster for simple and medium-complexity parts |
| Initial Cost | High machine cost and maintenance | Lower initial cost for machines and tools |
| Automation and CNC Integration | Precise and automated with high integration to CAD and CAM | Basic tasks are available and not necessarily CNC, but it can be used as needed. |
Best Practices for Successful EDM Wire Machining
Let’s take a look into how optimizing parameters, maintaining your equipment, and choosing the right wire can help you improve the process.
Cutting Parameters Optimization for Precision and Efficiency
Proper adjustment of the machining parameters is essential for achieving high accuracy and efficiency. Therefore, the material removal rate, surface finish, and tolerance depend on voltage, current, pulse duration, and wire feed speed. Moreover, such programs for common materials are available on modern EDM machines, making setup easier and giving consistent results.
Also, make multiple passes for critical parts to refine the surface and minimize burr formation. Roughing passes are used to remove bulk material, and finishing passes are used for precise dimensions and fine surface finish.
Regular Machine Maintenance
It is important to maintain a routine to guarantee the performance and prolong the machine’s life. Change dielectric filters regularly to keep them clean and prevent contamination that could cause unstable cutting conditions. Moreover, look at the wire feed system to replace worn-out guides or rollers to prevent wire breakage.
The work table and the CNC system should be calibrated periodically to maintain accuracy. Failure to maintain them results in unstable performance, poor surface finishes, and increased downtime.
Select the Right Wire for the Application
While selecting the wire for EDM machining, you must balance cutting speed, accuracy, and cost. In general, standard machining can be done with standard brass wires, while zinc-coated or multi-layer wires are better for high-precision applications.
If the part needs ultra-fine cuts, use smaller diameter wires. Select the appropriate wire based on the part’s specific requirements, including material, geometry, and surface finish.
Optimize Workpiece Setup and Fixturing
Accuracy depends on a stable and secured workpiece. Minimize vibrations and keep the workpiece aligned during the cutting with precision fixtures. In addition, fixturing too poorly can cause dimensional errors and uneven cuts.
In the setup, carefully align the wire along the cutting path. A slight misalignment can affect the part’s geometry. Confirm alignment with the CNC system’s alignment tools or make a test cut.
Monitor Cutting Conditions in Real-Time
Actual time monitoring of cutting conditions, wire tension, and dielectric fluid level is possible with the modern EDM machine. Because of this, you should regularly monitor these parameters to detect anomalies early. Wire breakage can be prevented, and stable machining conditions can be maintained using automatic error correction systems.
Technical Standards and Tolerances in EDM Wire Machining
Various international standards govern EDM wire machining for precision and quality. ISO 2768 is an example of general tolerances, and ISO 9001 is for quality management. In some cases, additional standards may apply, for example, in aerospace and medical device manufacturing.
The tolerances in EDM wire machining can be different depending on the machine, wire diameter, and material properties. For high-precision applications, typical tolerances are ±0.005 mm and ±0.001 mm. The cutting parameters and number of passes can determine surface finishes up to Ra 0.2 µm.
Conclusion
EDM Wire Manufacturing is an accurate and precise procedure capable of making complex geometries and shapes. Manufacturers select EDM for certain reasons. Because, it often results in high surface quality, good tolerance, and ventilated nature. Whether you’re working with medical tools, aerospace parts, or complex automotive components, EDM will help in achieving the reliability required to meet your production demand.
Are you looking for a professional manufacturer for a wire EDM cutting project? Premium Parts is here to help. We are a manufacturing services company based in China with a deep knowledge of all CNC processes, including wire EDM cutting. Our latest equipment enables us to fabricate high-precision cuts for any conductive material. So, regardless of your part requirements, whether you need to develop small-scale prototypes, or looking for mass-scale production, we have the right facility to accommodate you. Our experts will help you get your products made right.
So, simply upload your CAD file today to receive an instant obligatory quote.
Frequently Asked Questions (FAQs)
Q1: What materials you can machine by EDM wire machining?
You can perform EDM wire machining on all electrically conductive materials, including hardened steel, titanium, carbide, and Inconel.
Q2: How much tolerance can EDM wire machining achieve?
Depending on the application and material, it can achieve very tight tolerances, up to ±0.001 mm.
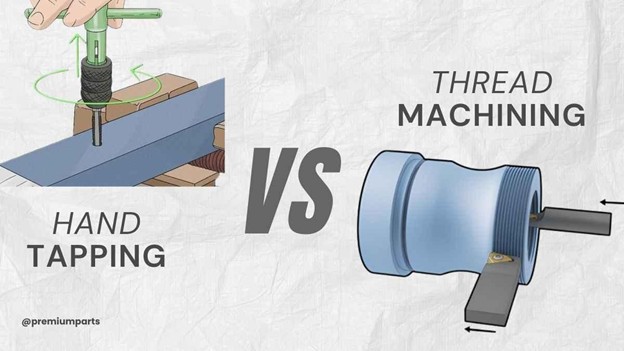
Q3: What is the difference between EDM and conventional machining?
EDM is used to remove material using electrical discharges, whereas conventional machining involves cutting tools to mechanically remove the material. The advantage of EDM is its ability to machine complex geometries and hard materials.
Q4: Can EDM wire machining be used for high-volume production?
Its relatively slower cutting speed makes it best suited for precision parts or low to medium-volume production.