Have you ever noticed why some threads don’t produce the required accuracy or fail during operation? Selecting the right thread tap can make or break your machining. With so many tap types available in the market, it’s common to get overwhelmed. The main challenge is to select the best option for your work to get the best results.
Fortunately, when you understand the basic differences between all types of thread taps, it will be easy to select the right tool. By taking the right tool, the machinist confirms accurate threads and minimizes wear of the tool and the chances of wear. Whether you’re making daily machining components or high-performance aerospace components, the right selection will improve your precision and productivity.
This article will explain thread taps by their categories, along with their materials and their selection process for different applications. The best practices for problem avoidance and efficiency enhancement will be provided to you during this learning process. After the reading, you will possess the necessary understanding to optimize your tapping operations and select appropriate tools for your project-specific needs.
What Are Thread Taps?
 Thread Tap
Thread Tap
Image Description: A close-up of a thread tap, showing the detailed cutting edges and grooves used for creating internal threads in metal.
Thread taps represent fundamental cutting elements that enable the manufacturing of internal threads within previously drilled holes. Threaded components benefit from the use of these tools, which ensure both precision and durability. The different thread taps exist in multiple designs, which serve particular materials and usage requirements. When making threads for aerospace components or plumbing pipes, the correct choice of thread taps guarantees both suitable dimensions and operational excellence.
A thread tap functions through two possible methods: material removal or material formation inside a drilled hole. The internal threading process of taps differs from external threading tools since taps form threads inside holes for screws and bolts. Knowledge about thread taps will enable you to choose the correct tool for your projects.
Thread Tap Marking
Thread tap markings serve as important references for machinists to pick appropriate tools during operations. The markings allow exact operations and thread compatibility between different components. The main components will be analyzed one by one.
 Thread Tap Marking
Thread Tap Marking
Image Description: A thread tap with visible markings, showing size, pitch, and material information on its shank for easy identification.
- Nominal Size: Indicates the thread size and pitch combination. The combination M10 x 1.5 signifies a 10-millimeter diameter with a 1.5-millimeter pitch. The markings enable you to identify the appropriate hole size for a tap within seconds.
- The notation Tap Material shows which material the tap manufacturer used for production: HSS (High-Speed Steel), Carbide, or Cobalt Steel. A tap’s material selection depends on understanding the hardness level of the material being worked on.
- Pitch Diameter Limits: Defines the tolerance range for thread fit. The thread precision standards are determined through pitch diameter markings such as 6H or 2B, which define the acceptable variance for proper thread fitting.
- The Thread Form Symbol defines the accepted thread standard between ISO, UNC, and BSP.
Tap Materials
 Tap and Die Set
Tap and Die Set
Image Description: A complete tap and die set arranged neatly in a case.
A proper selection of tap materials results in better tool efficiency as well as extended operational life. The distinct properties of each material make them appropriate for different machining operations. The selection of suitable taps depends on understanding the materials available, including HSS for softer metals and carbide for hard alloys.
| Tap Material | Properties | Standard | Applications | |
| High-Speed Steel (HSS) | Tough and easy to sharpen, affordable | ISO 4957:2018 | General-purpose machining on soft metals | |
| Cobalt Steel | High heat resistance, better wear resistance | ISO 513:2012 | Harder materials like stainless steel | |
| Carbide | Extremely hard, high-speed cutting | ISO 513:2012 | Titanium, cast iron, hardened steel | |
| Ceramic | Wear-resistant, ideal for high-speed machining | ISO 3685:1993 | Superalloys, hardened steel | |
| Diamond-Coated | Unmatched durability, excellent precision | ISO 1832:2017 | Non-ferrous materials, composites |
Types of Thread Taps
When making threads accurate and durable, it becomes essential to select the correct thread tap type. The selection of thread taps requires knowledge about different types, including both manual hand taps and high-performance spiral flute taps. We need to understand the most frequent thread tap types.
Hand Taps

Hand Tap
Image Description: A hand tap displayed in white background.
The hand tap stands as the fundamental type of tap that finds its use in manual threading operations. The production of these taps utilizes high-speed steel (HSS) together with cobalt steel because of their enhanced resistance to wear.
- The tapered threading section at the front end of this tool has 8–10 tapered threads for achieving precise alignment. The tool is particularly effective when beginning threads in materials such as aluminum and brass.
- Plug taps combine the advantages of cutting depth with alignment through their 3–5 chamfered threads. The tool finds its primary use for threading medium-hardness materials across various applications.
- The Bottoming Tap includes just 1–2 chamfered threads designed to reach the bottom of blind holes. The tool demands accurate control from the user to avoid fracturing.
Spiral Flute Taps
Spiral flute taps have been purpose-built for holes without an entrance because they help manage chip evacuation. A spiral-fluted design in these taps allows them to draw chips upward to stop blockages. The materials that benefit most from these tools consist of stainless steel, together with titanium and additional alloys that produce chip packing issues. The helical configuration of these taps adopts an angle between 15° and 45°, which depends on both the material type and the hole depth.
Spiral Point Taps
Through-holes benefit best from spiral point taps, which also go by the name of gun taps. The tool generates quick and clean cuts by moving material chips forward. These taps find their extensive use in high-production environments because they cut down cycle time and extend tool life. The threading process using spiral point taps results in high performance when working with carbon steel and cast iron materials.
Gas Taps
The gas tap operates in the gas and fluid industries to generate leak-proof threaded connections using a slightly tapered profile. The basic threading standards for taps consist of BSPT (British Standard Pipe Taper) and G (British Standard Pipe Parallel). High-strength HSS materials compose gas taps, which specifically thread through cast iron steel and brass materials.
Forming Taps
The process of forming taps differs from cutting taps since they shift material instead of subtracting it to generate threads. The forming tap produces powerful threads free from chips, so it works best for ductile materials like aluminum, copper, and mild steel. The use of forming taps demands holes with big dimensions and polished interiors to minimize the impact of friction.
Pipe Taps
Tapered threads used to prevent leakage in piping systems can be produced through pipe taps. The two main standards used in the field are:
- The National Pipe Taper (NPT remains widespread in the United States because it produces threads with a 1:16 taper, which works for fluid and gas systems.
- The international standard BSP (British Standard Pipe) enables users to choose either parallel or tapered threads. BSP taps provide reliable sealing performance when high pressure is present.
Thread Milling Cutters
 Tapping Hole in Wood
Tapping Hole in Wood
Image Description: A tap inserted into a wooden piece, demonstrating threading a hole in wood for screws.
Modern manufacturers use thread-milling cutters to replace traditional taps for threading operations. The process starts with a helical movement that then creates material threads. Thread milling cutters excel at manufacturing large-diameter threads and stainless steel and titanium materials because of their effectiveness.
Straight Flute Taps
The basic straight flute taps serve their purpose best when used to create shallow holes in materials, producing short chips from cast iron and brass. Because spiral taps lack chip direction management features, they should not be used in deep blind hole applications.
Thread Tap Sizing Table
 Steel Tap
Steel Tap
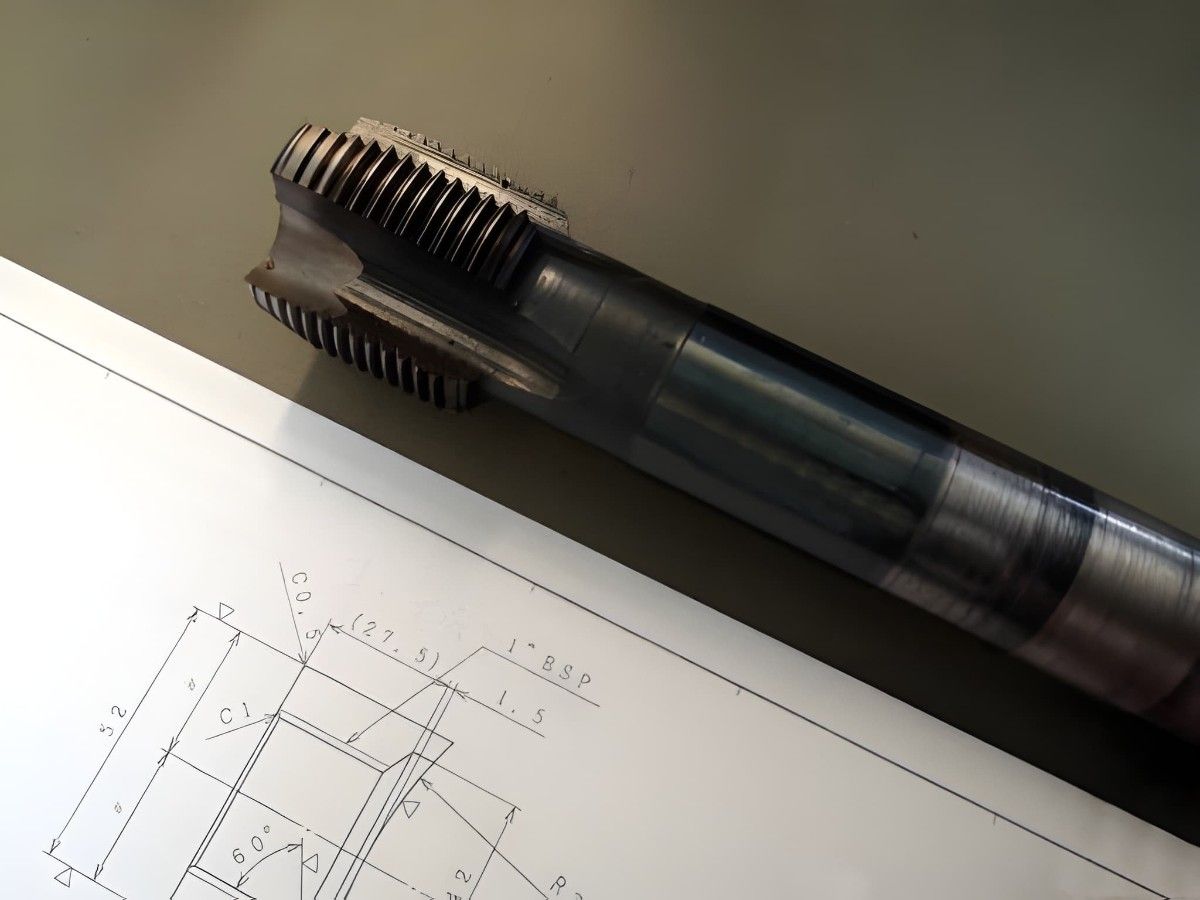
Image Description: A steel thread tap lying on a production table, next to technical drawings.
The thread tap sizing charts help manufacturers and designers to determine appropriate drill bit and tap size selections. The information about drill diameter, along with tap diameter and depth, and thread spacing, is included systematically in this table.
The standard form of tap sizing tables appears below.
| Tap size | mm per thread | Basic major dia | Basic major | Drill size | Drill size |
| (inch) | dia (mm) | (inch) | (mm) | ||
| M1.6 x 0.35 | 0.35 | 0.063 | 1,6mm | #55 | 1,25mm |
| M2 x 0.4 | 0.4 | 0.0787 | 2mm | #52 | 1,6mm |
| M2.5 x 0.45 | 0.45 | 0.0984 | 2,5mm | #46 | 2,05mm |
| M3 x 0.5 | 0.5 | 0.1181 | 3mm | #39 | 2,5mm |
| M3.5 x 0.6 | 0.6 | 0.1378 | 3,5mm | #32 | 2,9mm |
| M4 x 0.7 | 0.7 | 0.1575 | 4mm | #30 | 3,3mm |
| M5 x 0.8 | 0.8 | 0.1969 | 5mm | #19 | 4,2mm |
| M6 x 1 | 1 | 0.2362 | 6mm | #8 | 5mm |
| M8 x 1.25 | 1.25 | 0.315 | 8mm | H | 6,8mm |
| M8 x 1 | 1 | 0.315 | 8mm | J | 7mm |
| M10 x 1.5 | 1.5 | 0.3937 | 10mm | R | 8,5mm |
| M10 x 1.25 | 1.25 | 0.3937 | 10mm | Nov-32 | 8,8mm |
| M12 x 1.75 | 1.75 | 0.4724 | 12mm | 13/32 | 10,2mm |
| M12 x 1.25 | 1.25 | 0.4724 | 12mm | 27/64 | 10,8mm |
| M14 x 2 | 2 | 0.5512 | 14mm | 15/32 | 12mm |
| M14 x 1.5 | 1.5 | 0.5512 | 14mm | 2-Jan | 12,5mm |
| M16 x 2 | 2 | 0.6299 | 16mm | 35/64 | 14mm |
| M16 x 1.5 | 1.5 | 0.6299 | 16mm | 37/64 | 14,5mm |
| M18 x 2.5 | 2.5 | 0.7087 | 18mm | 39/64 | 15,5mm |
| M18 x 1.5 | 1.5 | 0.7087 | 18mm | 21/32 | 16,5mm |
| M20 x 2.5 | 2.5 | 0.7874 | 20mm | 16-Nov | 17,5mm |
| M20 x 1.5 | 1.5 | 0.7874 | 20mm | 47/64 | 18,5mm |
| M22 x 2.5 | 2.5 | 0.8661 | 22mm | 49/64 | 19,5mm |
| M22 x 1.5 | 1.5 | 0.8661 | 22mm | 13/16 | 20,5mm |
| M24 x 3 | 3 | 0.9449 | 24mm | 53/64 | 21mm |
| M24 x 2 | 2 | 0.9449 | 24mm | 8-Jul | 22mm |
| M27 x 3 | 3 | 1.063 | 27mm | 15/16 | 24mm |
| M27 x 2 | 2 | 1.063 | 27mm | 1 | 25mm |
Best Practices for Thread Tapping
Thread tapping requires both exactness and correct execution methods to prevent tool failure. Machinists who follow proper practices, including the appropriate hole size selection and proper alignment techniques, along with appropriate lubrication, will minimize tap wear to produce dependable threads. The listed tips will lead to substantial improvements in productivity levels.
Drill the Correct Hole Size
The foundation of successful thread tapping is drilling the correct hole size. Excessive torque is created by undersized holes and increases the risk of tap breakage. Make sure you always refer to a tap drill size chart and that the hole size is the same as the tap requirements. If you are going to form taps, the hole will need to be larger than cutting taps since they displace material rather than cutting it. This will help prevent costly mistakes.
Apply Proper Lubrication
Reducing friction and improving thread quality is greatly dependent on proper lubrication. The choice of water-based coolants for soft materials like aluminum and oil-based lubricants for harder metals like stainless steel are the general guidelines. In choosing the cutting fluid, always select the right one to reduce the tool wear and lower the heat buildup. Lubrication will extend tap life and will improve the surface finish of your threads.
Ensure Correct Alignment
In thread tapping, it is essential to maintain proper alignment. A slight misalignment can lead to uneven threads, poor engagement, and an early tap failure. To keep the tapping precise, use a tapping guide when tapping manually. Before starting the operation, calibrate the machine spindle properly in the case of CNC applications. It prevents crooked or damaged threads.
Control Chip Evacuation
In particular, it is essential to chip evacuation, particularly tapping blind holes. Both the tap and thread become damaged when chips remain in the hole because of improper cleaning. The spiral flute tap design effectively removes material upward from blind holes, whereas the spiral point tap directs material forward from through holes to ensure proper chip evacuation. The combination of improved coolant flow removes chips more quickly while lowering heat levels, which enhances thread quality and tool operational duration.
Monitor Tool Condition
Finally, inspect your taps regularly. The dull taps compromise thread quality and increase the torque to the point of breakage. Worn taps should be replaced to maintain consistent performance. Following these best practices will produce stronger, more reliable threads and extend tool life.
Common Problems and Solutions in Thread Tapping
Thread tapping operations often encounter three main problems, which include tap failure and loss of alignment as well as buildup of metal chips. The problems develop into quality issues and create extended operational stoppages. The combination of suitable maintenance practices and established techniques enables you to stop these problems from occurring while maintaining operational efficiency.
Tap Breakage
Because tap breakage is a frequent problem, it disrupts production and damages parts. It usually happens because of excessive torque, the wrong hole size, or misalignment. The reduction of cutting speed can lower torque and prevent breakage. Make sure that the hole size matches the recommended specification for the tap used. Lubrication is equally important as it allows for reducing the friction and loading on the tap.
Poor Thread Quality
Machinists also often encounter poor thread quality. This is usually the result of using a dull tap, the wrong cutting speed, or insufficient lubrication. Threads may look rough or incomplete and, therefore, cannot function properly. Inspect your taps regularly for wear and replace them as appropriate. The combination of proper cutting speed control and suitable cutting fluid selection produces a higher quality surface finish as well as smoother operation.
Chip Accumulation
The accumulation of chips during operations damages threads seriously until taps break, primarily when working in blind holes. The improper evacuation of chips leads to blockages that raise the chance of tool failure and degraded thread quality. Spiral flute taps are the best taps for blind holes since they push the chips up and away from the cutting area. Spiral point taps push chips forward through holes to avoid clogging. Also, increasing the coolant flow helps clear chips effectively.
Misalignment
Crooked threads and poor fitment come from misalignment, resulting in a poorer-quality tapped hole. This problem occurs more often in manual tapping operations. Using a tapping guide will help in maintaining proper alignment and will reduce the chances of misalignment. In CNC machining, the spindle and tap are kept aligned by regular calibration.
Conclusion
Selecting the best option confirms the durability, accuracy, and productivity of the threading operation. Understanding the types of taps, materials, and practices helps you significantly improve the threading process. Avoid common mistakes related to threading by selecting the best tap, keeping frequent maintenance, and controlling the threading input parameters.
If you need the best quality thread taps or solutions for your machining, Premium Parts will help you. Our advanced technology and expert engineers confirm precision and timely machining. Visit our website to get a free quote and take your machining to the next level.
FAQ’s
Q1: What are the steps I should follow to select the proper thread tap?
When choosing a thread tap, you should examine three factors: the material type, blind or through-hole requirements, and thread standards, which can be NPT or BSP.
Q2: What difficulties normally occur during thread-tapping operations?
Thread-tapping operations often face four main issues: broken taps, inferior thread quality, accumulated chips, and misaligned tools.
Q3: What role does tap material play when performing thread-tapping operations?
The selection of tap material determines both its operational speed as well as its tool life span and final performance outcome.